Cold Spray コールドスプレーについて
- 熱処理、めっき、溶射では熱により材料特性が変化してしまう。
- 溶接による肉盛りでは熱変形してしまう部品を補修したい。
- 皮膜を短時間で大面積に成膜したい。

こうした課題は「コールドスプレー」で解決することができます。
コールドスプレーとは
■熱による材料の特性変化、皮膜中の酸化を最小限にすることが可能な技術
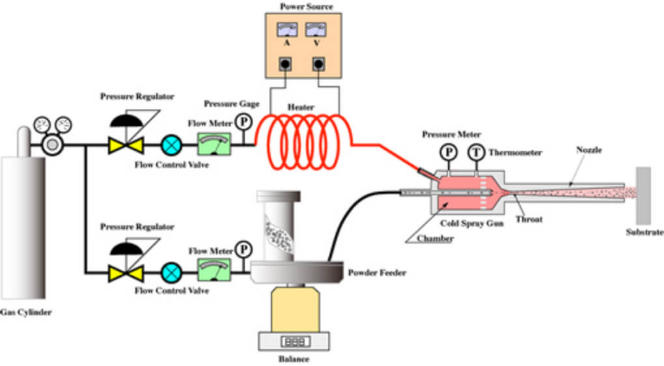
材料を溶融またはガス化させること無く不活性ガスと共に超音速流で固相状態のまま基材に衝突させて皮膜を形成する技術です。 超音速で衝突した材料は、臨界速度に達すると粒子自体が塑性変型し皮膜を形成します。 その為、他の溶射方法と違い、熱による材料の特性変化、皮膜中の酸化を最小限にすることが可能です。
Cold Spray(コールドスプレー)装置
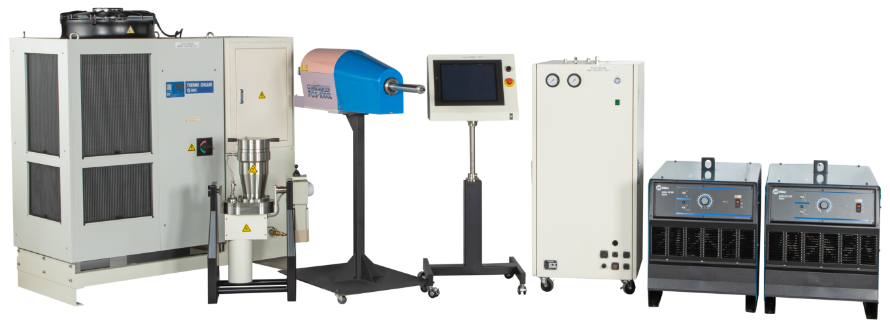
プラズマ技研工業では、コールドスプレー装置を開発・販売しています。 写真はPCS-1000を構成するユニットです。 左から電源ユニット(Power Source)、パウダーフィーダー(Powder Feeder)、ヒーター一体型コールドスプレーガン(Cold Spray Gun)、ガスコントローラー(Gas Control Unit)、タッチパネル式コントローラー(Control Panel)

■コールドスプレーシステム概略図
コールドスプレーの
応用分野
コールドスプレーは、電力、ガスタービン、エネルギー、半導体製品、電池など、最先端の技術や製品の表面処理に求められる様々な条件をクリアする画期的な技術として、多様な産業分野で幅広く活用されています。
■電力
溶射法と比して高い電気伝導率をもつCu厚膜を短時間で大面積に成膜できるコールドスプレー製品が、変電所等で実装されはじめています。
■ガスタービン
ガスタービン翼部材の補修用途として、Ti合金やNi基などの耐熱合金をスプレーして肉盛りします。溶接による補修と異なり、翼部を熱で変形させることなく補修できます。
■エネルギー
太陽光発電パネル製造ラインでも使用される金属スパッタリングターゲット材は円筒型に転換しつつあります。2 mを超える長尺の円筒型スパッタリングターゲット材製造では、芯金材であるバッキングチューブへ直接スプレーして成膜するコールドスプレー技術はまさにうってつけの製造法といえます。
■半導体製品
パワーモジュール用放熱基板へのCuスプレー、窒化アルミ基板へのCu電極パターンスプレーなどが研究されています。
コールドスプレー成膜事例

ステンレスパイプにZnAlを25mm成膜、
その後に切削加工

■コールドスプレー用として販売している粉末の一部をご紹介いたします。
| 材質 | 組成 |
|---|---|
| Cu | 99.50% |
| 真鍮 | 70Cu-30Zn |
| 青銅 | 90Cu-10Sn |
| Al | 99.5% |
| Zn | 99.5% |
| Zn-Al | Zn(Bal)-2Al etc. |
| Sn | 99.5% |
| ホワイトメタル | Sn(Bal)-8.5Sb-5.5Cu etc. |
| Ni | 99.5% |
| Ti | 99.7up |
| Ag | 99.7up |
| Nb | 99.8up |
| Ta | 99.8up |
| Ni-Cr | 80Ni-20Cu |
| Ni-Al | 95Ni-5Al |
| Monel | Ni(Bal)-30Cu etc |
| Stainless Steel316L | Fe(Bal)-17Cr-12Ni-2Mo, Low carbon |
| Stainless Steel403 | Fe(Bal)-13Cr |
| Stainless Steel430 | Fe(Bal)-18Cr |
| PG-AMP-1060 | Ni(Bal)-22Cr-9.4Mo-3.8Nb-2Fe-1Ta |
| PG-AMP-1070 | Ni(Bal)-21Cr-18.5Fe-3Mo-5Nb-1Ta |
| PG-AMP-1080 | Ni(Bal)-16Cr-8.5Co-3.5Ti-3.5Al-2.5W |
| Ti-6Al-4V | Ti(Bal)-6Al-4V |